


联系我们

当前位置:
衡水 广硕橡塑制品有限公司(威海分公司) >
威海本地行业频道
止水铜片_PVC橡塑止水带每一处都是匠心制作
更新时间:2025-05-24 14:49:46 ip归属地:威海,天气:晴,温度:13-21 浏览次数:5 公司名称:衡水 广硕橡塑制品有限公司(威海分公司)
以下是:止水铜片_PVC橡塑止水带每一处都是匠心制作的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | T2紫铜 |
| 规格 | 齐全 |
以下是:止水铜片_PVC橡塑止水带每一处都是匠心制作的图文视频


止水铜片_PVC橡塑止水带每一处都是匠心制作,广硕橡塑制品有限公司(威海分公司)专业从事止水铜片_PVC橡塑止水带每一处都是匠心制作,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村,以下是止水铜片_PVC橡塑止水带每一处都是匠心制作的详细页面。 山东省,威海市 2022年,威海市地区生产总值为3408.18亿元,比上年增长1.5%。三次产业结构为10.4:38.5:51.1。
想要更直观地感受止水铜片_PVC橡塑止水带每一处都是匠心制作产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:止水铜片_PVC橡塑止水带每一处都是匠心制作的图文介绍


铜片止水带的安装流程:
1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。  
2、 止水条连接时采用平行搭接方法,紫铜止水铜鼻子内浇沥青柱前,预先放置一根在沥青里煮透的麻丝。在浇沥青柱的过程中,采取多次多层浇的方法,使沥青柱浇得比较密实,在浇沥青时速度要尽可能快,缩短层与层之间的间隔时间。止水铜片的“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。 
3、根据所安装止水条的长度在约三十米处装设三通一处,三通直线两端约为一头插入止水条内,一头插入注浆连接管内,另一丁字端头应插入备用注浆内,以备缝隙渗漏水时注化学浆止水使用。
4、必须将所连接的止水条中的注浆连接管与三通联接件牢固粘结,必须保证所安装的止水条的注浆管完全通畅。安装好的止水片应加以固定和保护;对止水附近的混凝土应采取可靠措施确保浇筑质量,防止形成渗漏通道。 安装在三通上的备用注浆管,应放入内墙方向内。
1、固定止水带的砼界面保持平整、干燥,安装前界面浮渣尘土及杂物,止水铜片的衔接根据施工图的规定,采取折叠、咬接或搭接,搭接长度不应小于20mm,咬接或搭接应采取双面焊,焊工需考试合格,焊接作业必须在递交试焊样品报请监理人批准后方可施焊。  用钢钉或胶粘将止水条固定在已确定的安装部位。但必须将有注浆管的面按放在原砼界面上。已埋入先浇混凝土块体内的止水片,应采取措施防止其变形移位和撕裂破坏,且止水片必须高出先浇块表面以上不少于20cm。大仓面浇筑中仓内伸缩缝止水片,应在混凝土浇筑前架设在预定位置上,并用钢筋等将其固定,不得因混凝土卸料或振捣发生移位。在浇筑混凝土时,应止水片周围混凝土料中的大粒径骨料,并确保混凝土浇筑质量。  
2、 止水条连接时采用平行搭接方法,紫铜止水铜鼻子内浇沥青柱前,预先放置一根在沥青里煮透的麻丝。在浇沥青柱的过程中,采取多次多层浇的方法,使沥青柱浇得比较密实,在浇沥青时速度要尽可能快,缩短层与层之间的间隔时间。止水铜片的“十”字接头和“T”字形接头在现场加工时,应严格控制焊接质量。 
3、根据所安装止水条的长度在约三十米处装设三通一处,三通直线两端约为一头插入止水条内,一头插入注浆连接管内,另一丁字端头应插入备用注浆内,以备缝隙渗漏水时注化学浆止水使用。
4、必须将所连接的止水条中的注浆连接管与三通联接件牢固粘结,必须保证所安装的止水条的注浆管完全通畅。安装好的止水片应加以固定和保护;对止水附近的混凝土应采取可靠措施确保浇筑质量,防止形成渗漏通道。 安装在三通上的备用注浆管,应放入内墙方向内。



紫铜止水片凝固现象和组织
1.纯铜的铸锭组
从低倍组织可知,铸锭边部为柱状晶,中部则为较粗的等轴晶。实际上,当铸锭时冷却强度足够大或铸锭尺寸较小的情况下,整个铸锭可能全由柱状晶组成。紫铜止水片其他铜合金的低倍组织均具有与此相同的特点。从显组织观察可知,晶粒内部无明显特征,晶界较细,与一般单相合金的平衡结晶组织无异。
2.单相铜合金的铸锭组织特征
铜合金的凝固过程为非平衡过程,所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。
合金过冷至T1温度时开始凝固,首先析出的固相成分为a1,液相成分则为L1。继续冷至T2紫铜止水片温度时,析出的固相成分应为a2,与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上,若能达到平衡条件,a1的成分也会逐渐改变成a2,以达到T2紫铜止水片下的平衡态。但实际上,固态的扩散速率远小于液态的扩散速率,当剩余液相的成分均匀达到L2时,固相a中的成分仍为不均匀的,它们的平均成分可用a2表示。显然,a2中的B原子浓度小于a2中B原子浓度。同理,当温度降至T3及T4时,其a相的平均成分可用表示a3及a4。在此图中a4即表示x合金的成分。说明x合金在非平衡凝固的条件下T4温度下凝固完毕,较之平衡凝固的固相点温度降低了T3-T4。a1-a4表示的线称非平衡的固相线,非平衡固相线相对于平衡固相线的偏离与凝固时的冷却速率有关,冷却速率愈大,偏离愈大。
1.纯铜的铸锭组
从低倍组织可知,铸锭边部为柱状晶,中部则为较粗的等轴晶。实际上,当铸锭时冷却强度足够大或铸锭尺寸较小的情况下,整个铸锭可能全由柱状晶组成。紫铜止水片其他铜合金的低倍组织均具有与此相同的特点。从显组织观察可知,晶粒内部无明显特征,晶界较细,与一般单相合金的平衡结晶组织无异。
2.单相铜合金的铸锭组织特征
铜合金的凝固过程为非平衡过程,所以其铸锭组织一般偏离平衡态。下面以匀晶、包晶及共晶二元系合金为例说明。
匀晶系相图及某合金凝固时可能的非平衡固相线轨迹。
合金过冷至T1温度时开始凝固,首先析出的固相成分为a1,液相成分则为L1。继续冷至T2紫铜止水片温度时,析出的固相成分应为a2,与之平衡的液相成分改变为L2。a2将覆盖在先析出的a1上,若能达到平衡条件,a1的成分也会逐渐改变成a2,以达到T2紫铜止水片下的平衡态。但实际上,固态的扩散速率远小于液态的扩散速率,当剩余液相的成分均匀达到L2时,固相a中的成分仍为不均匀的,它们的平均成分可用a2表示。显然,a2中的B原子浓度小于a2中B原子浓度。同理,当温度降至T3及T4时,其a相的平均成分可用表示a3及a4。在此图中a4即表示x合金的成分。说明x合金在非平衡凝固的条件下T4温度下凝固完毕,较之平衡凝固的固相点温度降低了T3-T4。a1-a4表示的线称非平衡的固相线,非平衡固相线相对于平衡固相线的偏离与凝固时的冷却速率有关,冷却速率愈大,偏离愈大。

焊接部位的氧化层----可用断锯条制成小刀,刮去金属引线表面的氧化层,使引脚金属光泽。印刷电路板可用细纱纸将铜箔打光后,涂上一层酒精溶液。元件镀锡----在刮净的引线上镀锡。可将引线蘸一下酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。
即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。做好焊前处理之后,就可正式进行焊接∶(1)右手持电烙铁。
左手用尖嘴钳或镊子夹持元件或导线。焊接前,电烙铁要充分预热。烙铁头刃面上要吃锡,即带上一定量焊锡。(2)将烙铁头刃面紧贴在焊点处。电烙铁与水平面大约成60℃角。以便于熔化的锡从烙铁头上流到焊点上。烙铁头在焊点处停留的时间控制在2~3秒钟。


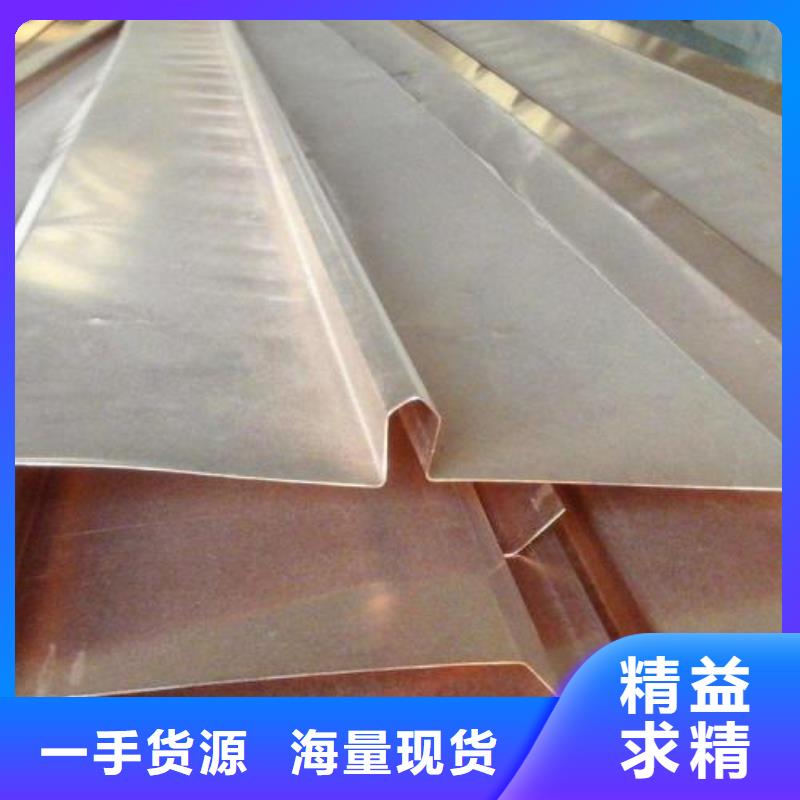
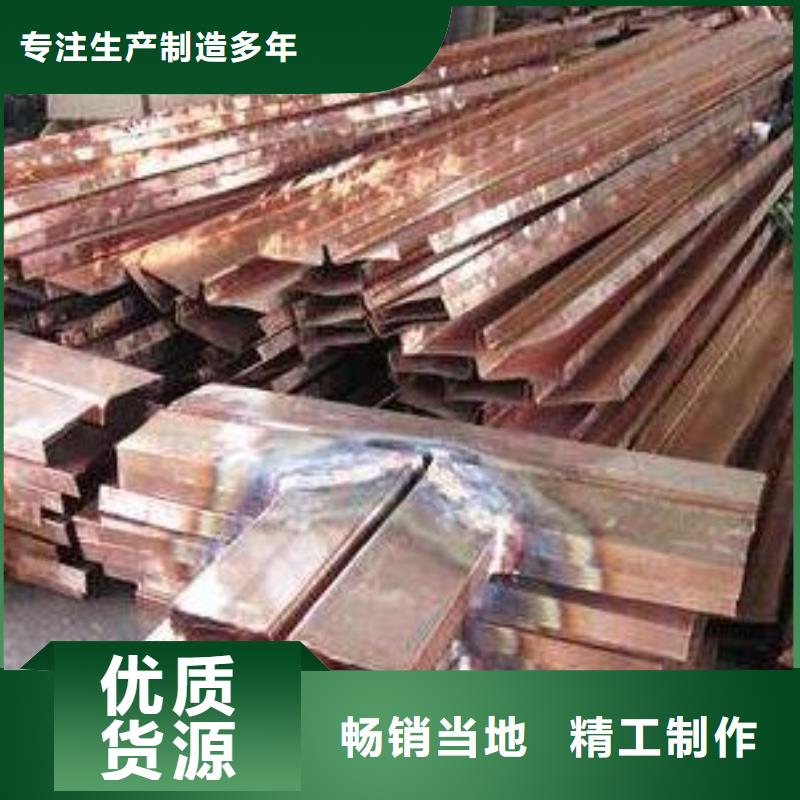
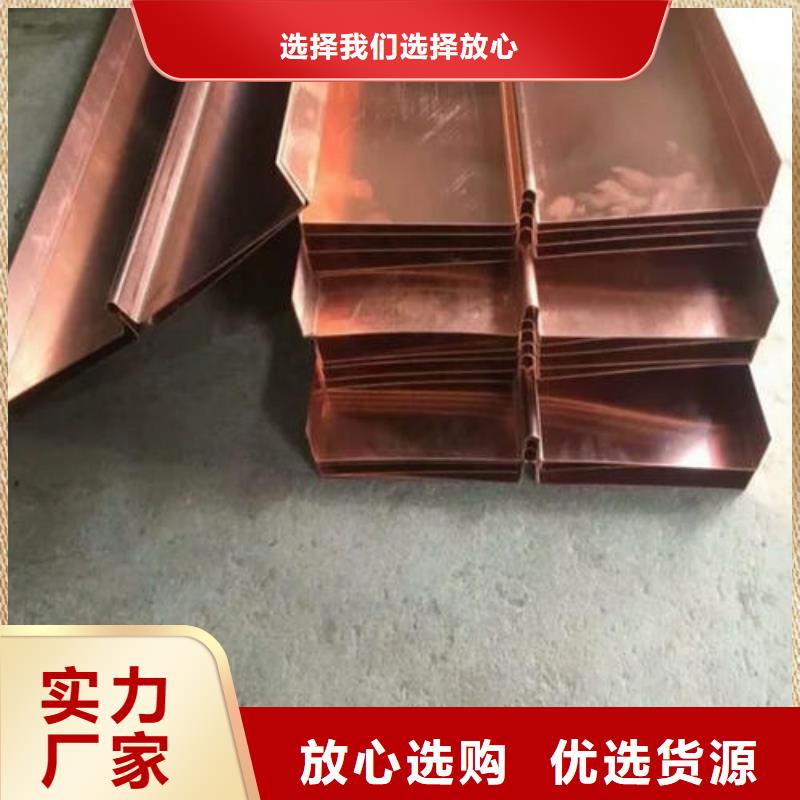
目前被国内外广泛应用作为水工变形缝止水的铜片均为紫铜片。紫铜是指含Cu:量不低于99.5%的I业纯铜,因其表面呈紫红色而得名。它具有极好的导电性、导热性、良好的塑性及耐腐蚀性能。紫铜常见的牌号有四种:T1、T2、T3及T4,其含Cu量分别占99.95%、99.90%,99.70%和99.50%以上。水工建筑物止水一般采用T2.T3冷轧,软铜。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。
混凝土中止水铜片的材料基本要求为:
一、抗拉强度不小于205MPa;
二、延伸率不低于30% :
三、冷弯180不出现裂缝;
四、0° ~ 60*范围内,连续张闭S0次不出现裂缝(顶部可保持直径约lcm弧度)。



广硕橡塑制品有限公司(威海分公司)不断创新的企业文化培养了一支的员工队伍,“精益求精、改善永无止境”的经营理念不断在企业的经营活动中得到。公司在追求精益求精的过程中,不断完善自我、树立品牌形象,在企业持续发展的过程中与客户精诚合作,竭诚为新老用户提供具优质的 背贴式橡胶止水带产品及服务,为顾客创造价值,为社会进步做出贡献。


只有经过大量的、认真的焊接实践,才能避免这两种情况。焊接电路板时,一定要控制好时间。太长,电路板将被烧焦,或造成铜箔脱落。从电路板上拆卸元件时,可将电烙铁头贴在焊点上,待焊点上的锡熔化后,将元件拔出。焊接时候助焊剂(和焊油)是关键,新鲜的和无腐蚀性的焊油可以帮助你很好的完成焊接,而且可以让表面光洁漂亮,使用的时候可以多用点助焊剂焊接也是关键在维修制作过程中,焊接工作是必不可少的。
它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接的好坏直接影响到电子制作的成功与否,因此焊接是每一个电子制好者必须掌握的基本功,现在将焊接的要点介绍一下:1.电烙铁的选择电烙铁的功率应由焊接点的大小决定,焊点的面积大,焊点的散热速度也快,所以选用的电烙铁功率也应该大些。
它不但要求将元件固定在电路板上,而且要求焊点必须牢固、圆滑,所以焊接的好坏直接影响到电子制作的成功与否,因此焊接是每一个电子制好者必须掌握的基本功,现在将焊接的要点介绍一下:1.电烙铁的选择电烙铁的功率应由焊接点的大小决定,焊点的面积大,焊点的散热速度也快,所以选用的电烙铁功率也应该大些。



止水铜片_PVC橡塑止水带每一处都是匠心制作,广硕橡塑制品有限公司(威海分公司)为您提供止水铜片_PVC橡塑止水带每一处都是匠心制作产品案例,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村。